Разрешение 3D принтера, высота слоя 3D печати

В этой статье разберем что такое разрешение 3D принтера, какие значения может принимать данный параметр, от чего зависит и как им пользоваться в 3D печати.
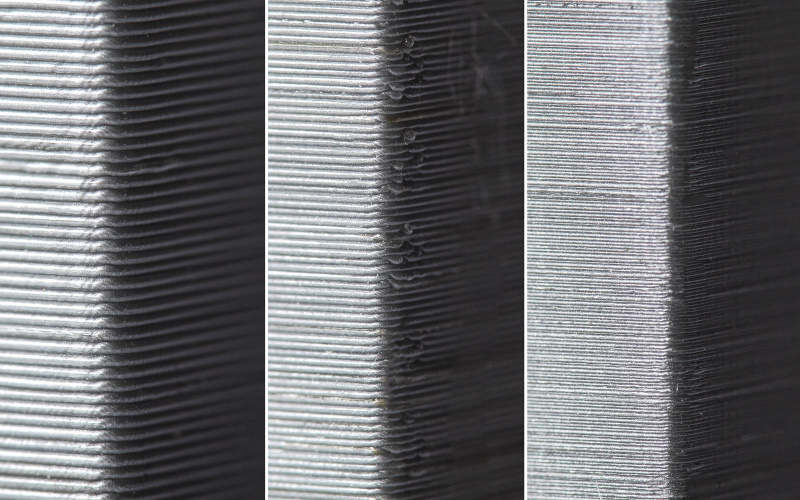
Увеличенная поверхность FDM отпечатка (50, 200 и 300 микрон справа налево)
По аналогии с разрешение на других устройствах, к примеру чем оно выше тем качественней картинка и детализация но размер её будет значительно больше низкокачественного изображения, то же самое в случае с 3D печатью.
Как известно любой отпечаток формируется посредством разбиения его 3D модели на множество слоев, а затем физического построения его из них.
Разрешение 3d принтера можно разделить на 2 направления: в плоскости X-Y (2D) и по высоте Z слоя.
Почему важна высота слоя
В спецификации и характеристиках 3D принтеров под максимальных разрешением всегда подразумевается минимальная высота формируемого слоя, т.е. чем тоньше слой тем выше разрешение и лучше качество деталей, но время печати значительно увеличивается. К примеру возьмем FDM, SLA (DLP), SLS, DMLS, SLM 3D принтеры. Минимальная толщина слоя Z у FDM 0.05 мм, ниже устанавливать не имеет смысла т.к. качество это не улучшит, для печати миниатюрных элементов эти устройства плохо подойдут. SLA (DLP), разрешение DMLS и SLM принтеров может достигать 0,005 мм и такие принтеры отлично подходят для печати ювелирных украшений и детализованных объектов.
Но всегда ли хорошо устанавливать высокое разрешение? Установив толщину слоя на минимальные значения вы сильно увеличиваете время печати, пропорционально, например уменьшив толщину слоя со 100 до 25 микрон, вы фактически увеличиваете время в 4 раза. Если ваша модель состоит только из плоских стенок, расположенных под 90 град. к горизонтали, устанавливать высокое разрешение не имеет смыла т.к. на качество это существенно не повлияет.

Если 3D принтер плохо откалиброван, слои будут смещены относительно друг друга и получиться так — чем больше слоев тем больше неровностей и соответственно качество будет хуже.

Но есть случаи когда высокое разрешение просто необходимо, дело в том что при печати миниатюрных: деталей, округлых арок, сложных гравюр и других элементов конструкции в низком разрешении недопустимо т.к. их просто не будет заметно.


Максимально разрешение Z ограничено конструктивными особенностями того или иного принтера. Например FDM это диаметр сопла, выше него толщину слоя невозможно увеличить физически, у SLA (DLP, LCD) обычно максимальное разрешение не более 100 микрон, т.к. устанавливать выше нет смысла, каждый слой необходимо засветить лазером так, что бы материал надежно затвердел, чем толще слой тем больше времени на это необходимо к тому же могут образовываться дефекты и артефакты.
Разрешение в плоскости X-Y.

Этот параметр зависит в первую очередь от конструкции самого 3d принтера. Основное влияние он оказывает на последние горизонтальные слои. Например у FDM это диаметр сопла, тем оно меньше тем выше разрешение и меньше заметны заливки. У SLA 3d принтеров — это диаметр пятна УФ-лазер, это значение всегда постоянно. У DLP — это разрешение проектора и размер пикселя.
Какова типичная высота слоя для разных технологий 3D печати
- FDM: 50-400 мкм (наиболее часто: 200 мкм), максимальная высота слоя выбирается как 80% от диаметра сопла
- SLA / DLP / LCD: 10 — 100 мкм (наиболее часто: 50 мкм)
- SLS: 80 — 120 мкм (наиболее часто: 100 мкм)
- MJM (Струйная 3D печать): 16-30 мкм (наиболее часто: 16 мкм)
- Binder Jetting: 100 мкм
- DMLS / SLM: 30-50 мкм
Скругления и углы
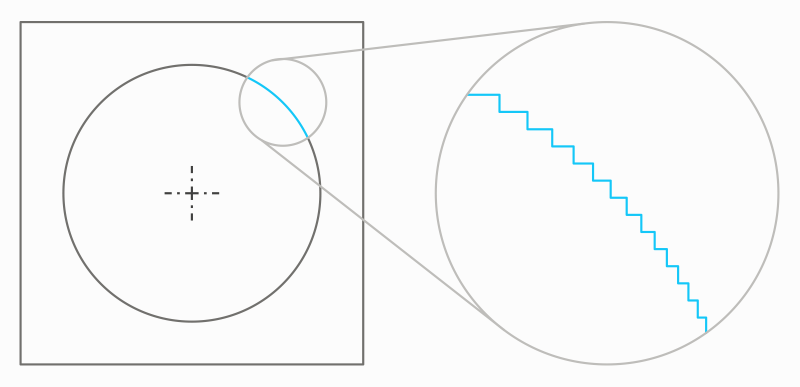
Влияние толщина слоя более заметно на изгибах и углах и менее заметно на прямых вертикальных стенах из-за послойного характера 3D-печати.
Например, чтобы напечатать отверстие по горизонтальной оси, программное обеспечение принтера должно разрезать круглое отверстие на несколько слоев, а затем сложить их друг на друга, создавая неровный край, похожий на лестницу. Это называется ступенчатым эффектом и становится более заметным на поверхностях с большей кривизной.
Если конструкция включает в себя значительное количество изгибов, углов или отверстий, использование более низкого уровня высоты приведет к получению более точной детали.
Высота слоя и функциональность
При 3D печати функциональной детали предпочтительнее использовать более толстый слой, так как это приведет к экономии времени и средств, а также к улучшенным механическим характеристикам. Например, напечатанная деталь на FDM принтере из ABS с высотой слоя 300 мкм, имеют примерно на 20% большую прочность, чем детали, напечатанные с толщиной слоя 100 мкм. Особенно это проявляется, когда были неправильно выбраны параметры 3D печати (температура, обдув, скорость), приведшие к плохой межслойной адгезии. Учтите, что зачастую самое слабое место напечатанной 3D модели это плохо склеенные слои и излом при приложении нагрузки обычно идет вдоль слоев со слабой межслойной адгезией.
Постобработка
При выборе высоты слоя также важно учитывать, будут ли детали подвергаться постобработке. Более высокая высота слоя может быть лучшим выбором, если деталь будет шлифоваться, обрабатываться ацетоном или краситься.